
Principes de l’impression 3D FDM
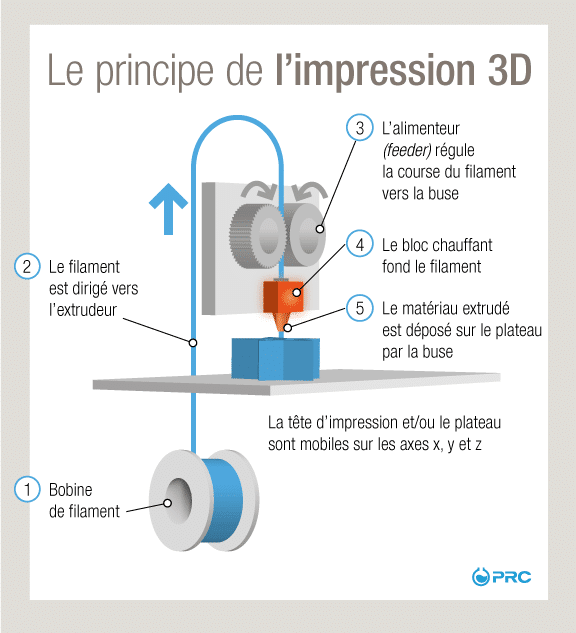
L’impression 3D FDM, (fuse deposition modeling, ou modelage par dépôt de fil en fusion [1]) est l’un des procédés de fabrication additive [2] les plus courants. Le principe consiste à superposer, par extrusion [3], des couches d’un matériau thermoplastique préalablement fondu. La liquéfaction du matériau est obtenue par montée en température de la buse d’extrusion, et la mise en pression par poussée du filament au moyen d’une vis crantée (feeder ou alimenteur). Une fois déposé, le matériau fusionne avec la couche précédente et se solidifie en se refroidissant. Le principe est toujours identique, la géométrie des machines varie selon que l’alimenteur est placé immédiatement au dessus de la tête d’impression ou déporté à distance de celle-ci.
De nombreux matériaux thermoplastiques sont désormais disponibles pour l’impression 3D FDM. Parmi ceux-ci, le PLA (acide polylactique) et l’ABS (acrylonitrile-butadiène-styrène) constituent les deux matériaux de base. Usuellement, les utilisateurs débutent avec du PLA, réputé plus facile à imprimer, puis l’ABS ou des matériaux plus spécifiques (nylon, polyéthylène téréphtalate, polyuréthanes…).
Voir aussi : L’acide polylactique (PLA), le matériau de base
Le matériau subit en sortie de buse un choc thermique important au contact avec le plateau. Ceci peut occasionner des déformations des pièces par un phénomène de décollement des bords ou warping. Pour réduire cet effet, le plateau doit, le cas échéant, être chauffé pendant l’impression. Il est également parfois nécessaire d’utiliser un adhésif (ruban, spray, film…) afin d’assurer la tenue des premières couches. Les températures d’extrusion, pour les matériaux thermostatiques les plus courants, vont de 180 à 260 °C, et la température du plateau peut atteindre 90 à 110 °C pour certains matériaux.
Comment gérer les risques liés au processus d’impression 3D FDM ?
Après l’impression, les objets produits peuvent nécessiter un post-traitement. Ce sont des procédés physiques (ébavurage, ponçage, chauffage, sablage…) ou chimiques (solvants, métallisation). Les risques chimiques liés à l’impression 3D FDM peuvent donc être liés à des procédés de différentes natures. Ils concernent les matériaux thermoplastiques mis en œuvre, et, le cas échéant, les produits et les procédés utilisés en pré (produits de maintenance des imprimantes, adhésifs) et post-production (solvants, ponçage, peintures…).
Les filaments, dont la composition (polymères, additifs…) est détaillée plus loin, sont susceptibles d’émettre, lors du processus, des composés organiques volatils (COV) et des particules fines (PF). En application des principes généraux de prévention des risques, la hiérarchie des actions à mener conduit aux préconisations suivantes :
- choisir des filaments émettant le moins possible de COV [4] et de PUF [5]. Cette préconisation est techniquement difficile à mettre en œuvre, en raison du peu d’informations disponibles pour l’utilisateur final sur la composition des matériaux et du peu d’études encore disponibles sur la caractérisation des émissions de PUF et de COV en fonction des matériaux / imprimantes ;
- utiliser les filaments dans les plages de préconisations techniques (en particulier la température de mise en œuvre) du fournisseur, afin de limiter l’émission de vapeurs. Ce point est important s’agissant des impressions à vitesse élevée, qui nécessitent d’augmenter la température d’extrusion du matériau ;
- lire les fiches de données de sécurité [6] afin d’identifier, le cas échéant, les dangers des filaments dans les conditions du process ainsi que les moyens de protection à mettre en œuvre ;
- disposer l’imprimante dans un local non occupé durant l’impression. Un local dédié constitue le choix optimal, pourvu qu’il puisse être aisément ventilé ;
- aérer les locaux. La ventilation n’est parfois pas compatible avec le process d’impression lorsque ce dernier nécessite une grande stabilité thermique du couple buse-plateau (cas de l’ABS sujet au phénomène de warping). Un capotage peut être judicieux ;
- dans le cas d’un capotage de l’imprimante, le filtre doit être adapté à la fois à la captation des particules (filtre HEPA) et à celle des COV (filtre à charbon). Respecter la durée d’utilisation et éliminer le filtre après l’avoir inséré dans un sachet plastique hermétique afin d’éviter la dispersion des polluants.

Cadre professionnel : ce que dit la réglementation
Dans un cadre professionnel, le site d’implantation d’une imprimante 3D devient de facto un local à pollution spécifique. C’est le Code du Travail qui définit la qualité des locaux au regard des pollutions qui peuvent s’y produire. L’article R4222-3 prévoit ainsi que les locaux à pollution spécifique sont des locaux dans lesquels des substances dangereuses ou gênantes sont émises sous forme de gaz, vapeurs, aérosols solides ou liquides autres que celles qui sont liées à la seule présence humaine ainsi que locaux pouvant contenir des sources de micro-organismes potentiellement pathogènes et locaux sanitaires.
Les obligations qui découlent de la définition des locaux s’appliquent aux locaux de travail et concernent la ventilation et le contrôle des polluants [7].
Polymères, monomères, additifs…
Ce qui constitue les filaments thermoplastiques

Les filaments thermoplastiques utilisés en impression 3D FDM sont tous des polymères, c’est-à-dire des molécules caractérisées par la séquence d’un ou de plusieurs types d’unité monomères [8]. Cette dénomination implique que les molécules de polymère sont réparties dans une plage de masse moléculaire, résultant des différences de nombre d’unités monomériques. « Un » polymère est donc en réalité un ensemble de « chaines » de différentes « longueurs ».
Selon le règlement REACH (CE) no 1907/2008, qui prévoit les dispositions règlementaires auxquelles doivent satisfaire les produits chimiques tout au long de leur cycle de vie, un polymère est défini par les critères suivants :
- plus de 50 % du poids est constitué de molécules de polymère (comportant donc un nombre variable mais toujours supérieur à 3, d’unité monomériques), et ;
- la quantité de molécules de polymère de même poids moléculaire doit être inférieure à 50 % en poids de la substance.
En raison de ces définitions, il est impossible d’exclure la présence de monomères dans un polymère, en quantité faibles et le cas échéant, à l’état de traces. L’identification des dangers d’un polymère ne peut donc faire l’impasse sur le(s) monomère(s) et/ou les intermédiaires de synthèse présents dans la substance finale.
La définition règlementaire du terme « polymère de … » concerne l’ensemble comprenant le polymère et les substances destinés à préserver sa stabilité (appelées parfois improprement additifs) ou les impuretés qui résultent de sa fabrication. Ainsi, toute substance ajoutée par ailleurs pour améliorer les performances, l’aspect ou les propriétés physico-chimiques, n’est pas considérée comme faisant intégralement partie du polymère au sens de la règlementation. C’est le cas des lubrifiants, colorants, épaississants, ignifugeants, plastifiants, etc. On doit donc considérer ces substances comme des additifs, et l’ensemble polymère-additif constitue donc un mélange. Ce point est important s’agissant de la conformité aux modalités de mise sur le marché et d’identification des dangers au long du cycle de vie.
Conditionnement des matériaux thermoplastiques
Les filaments destinés à l’impression 3D sont en général livrés en conditionnement hermétiquement filmé et il est recommandé de les conserver à l’abri de l’humidité. Usuellement, un sachet de dessiccant est présent à l’intérieur de l’emballage. En général, il s’agit de silica gel contenu dans un sachet scellé en papier poreux.
En savoir plus : Conditionnement des matériaux thermoplastiques pour l’impression 3D : le dessiccant
⚫
[1] On utilise aussi les termes de FFF (Fused Filament Fabrication, fabrication par fusion de fil) ou MPD (Molten Polymer Deposition, dépôt de polymère fondu).
[2] Procédé de fabrication par ajout de matière, par opposition à la fabrication soustractive consistant à façonner un objet en lui enlevant de la matière.
[3] Extrusion : passage d’une matière compressée dans une filière profilée.
[4] COV ou Composé Organique Volatil : composé organique ayant une pression de vapeur de 0,01 kPa ou plus à une température de 293,15 K, ou ayant une volatilité correspondante dans les conditions d’utilisation particulières.
[5] PUF : Particule Ultra-Fine : particule produite de façon non-intentionnelle dont les trois dimensions externes se situent à l’échelle nanométrique.
[6] Les fiches de données de sécurité ne sont pas fournies quand des substances ou des mélanges dangereux proposés ou vendus au grand public sont accompagnés d’informations suffisantes pour permettre aux utilisateurs de prendre les mesures nécessaires pour la protection de la santé humaine, de la sécurité et de l’environnement (règlement REACH (CE) no 1907/2006, art. 31, paragraphe 4).
[7] Code du Travail Articles R4222-4 à R4222-17.
[8] Un monomère est défini selon le règlement REACH (CE) n° 1907/2006 comme une substance capable de former des liaisons covalentes avec une séquence de molécules additionnelles semblables ou non dans les conditions de la réaction de formation de polymère adaptée utilisées pour la procédé particulier. C’est donc une substance qui, via la réaction de polymérisation, est convertie en motif de répétition de la séquence de polymère.


